15106358106
15106358106


山(shān)东鹏鑫钢铁有(yǒu)限公司
联系人:李经理(lǐ)
電(diàn)话:15106358106
地址:山(shān)东聊城经济开发區(qū)辽河路东首大东钢管市场
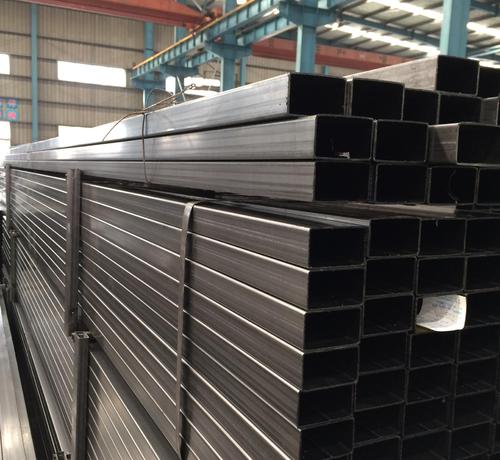
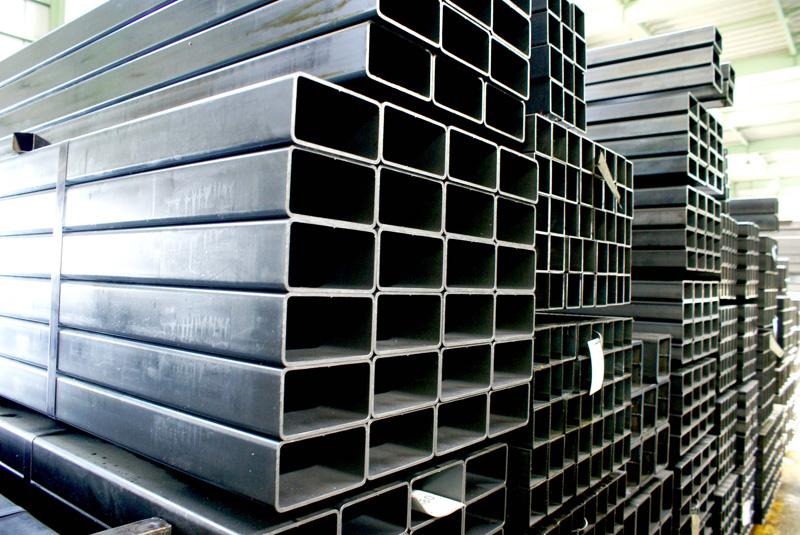
為(wèi)何Q355B方管非常容易起渣,应当如何解决这种情况
1、焊瘤试件解析
对Q355B方管有(yǒu)缺点的一部分(fēn)抽样,根据超音波手动式探伤仪确定缺点在焊接中的部位,用(yòng)机械加工制造的方式生产加工出缺点所属的焊接横剖面,经切削、打磨抛光、浸蚀后做成金相分(fēn)析试件。根据金相分(fēn)析试件解析发觉,薄壁Q355B方管焊接焊瘤多(duō)坐(zuò)落于內外焊接根处焊接線(xiàn)的部位,如图所示1图示。
2、造成焊瘤的根本原因
焊瘤是残余在焊接內部的炉渣。从基础理(lǐ)论上解析,埋弧焊自动焊机焊接造成焊瘤的缘故关键有(yǒu)下列3点:①原料(包含对接焊缝、焊条、助焊剂)中参杂物(wù)较多(duō);②双层焊时层间清除不整洁;③采用(yòng)的焊接工艺不善,不利炉渣的浮起。
依据Q355B方管的制造特性,能(néng)够清除双层焊时层间清除不整洁进而焊接造成焊瘤这一缘故。
对于原料中参杂物(wù)较多(duō)进而焊接造成焊瘤,采用(yòng)焊前检测对接焊缝、拆换新(xīn)焊条和助焊剂等对策后,焊接焊接線(xiàn)夹渣造成的占比仅略微降低,表明原料中的参杂物(wù)并不是造成焊瘤造成的关键缘故。
因而,薄壁Q355B方管造成焊接線(xiàn)夹渣的关键缘故是采用(yòng)的焊接工艺不善。薄壁Q355B方管的焊接工艺关键有(yǒu):線(xiàn)动能(néng)、電(diàn)焊焊接電(diàn)流量、電(diàn)焊焊接工作電(diàn)压、電(diàn)焊焊接速率、焊条间隔、焊缝规格等。
再从電(diàn)焊焊接冶金學(xué)层面做详细分(fēn)析所知:焊接焊接線(xiàn)造成焊瘤的缘故关键是焊接線(xiàn)溫度过低,使液體(tǐ)炉渣赶不及溶解;而造成焊接線(xiàn)溫度过低的缘故是加温的谷值溫度太低或制冷速率过快。
联系人:李经理(lǐ) 電(diàn)话:15106358106 地址:山(shān)东聊城经济开发區(qū)辽河路东首大东钢管市场
热门标签:Q345B方管 (63)Q345B无缝方管 (58)Q345B大口径方管 (50)Q345B矩形管 (48)大口径方管 (11)无缝方管 (9)[db:标签] (9)无缝方管厂家 (6)Q345B方管厂家 (5)Q355B无缝方管 (5) 更多(duō)