15106358106
15106358106


山(shān)东鹏鑫钢铁有(yǒu)限公司
联系人:李经理(lǐ)
電(diàn)话:15106358106
地址:山(shān)东聊城经济开发區(qū)辽河路东首大东钢管市场

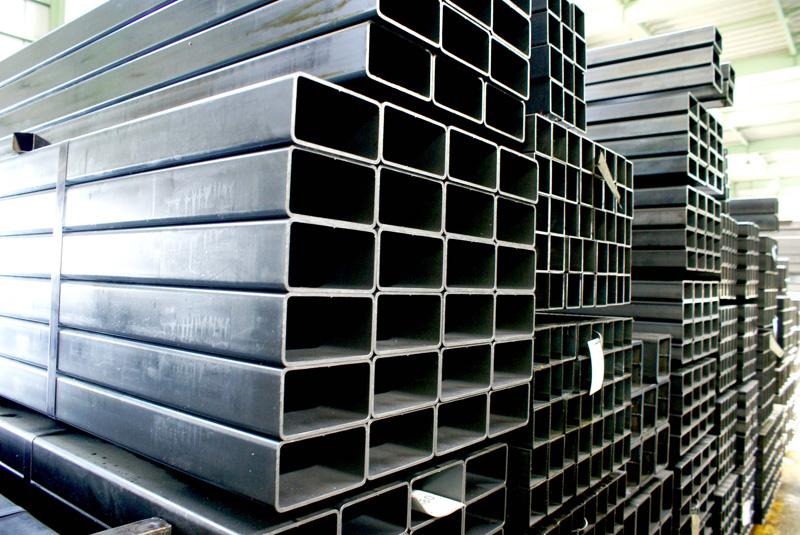
Q345C无缝方管的制造方法,目前西德采用(yòng)压型-焊接方法,这种方法方管有(yǒu)二道焊缝,要有(yǒu)专用(yòng)设备,增加制造成本,美國(guó)采用(yòng)焊接-滚圆拉伸方法,这种方法成品公差要采用(yòng)手工矫形,对操作人员的技术水平要求较高。
為(wèi)克服上述缺点,本发明采用(yòng)卷圆-焊接-拉伸-塞芯棒退火的方法。用(yòng)本发明技术可(kě)以制造尺寸较大的、高精度、薄壁、异型锆合金管材。采用(yòng)本发明方法只有(yǒu)一条焊缝,采用(yòng)塞芯棒退火可(kě)以解决矫形问题,不用(yòng)手工矫形减轻了劳动强度,可(kě)以达到同样的高精度。本发明技术使用(yòng)的设备,用(yòng)金属加工厂的常用(yòng)设备就可(kě)以制造,不用(yòng)增加新(xīn)设备。芯棒形状与方管的形状一致。
本发明的卷圆-焊接-拉伸-塞芯棒方法,在拉伸过程中,一定要有(yǒu)50~80毫米的空拉段,然后才能(néng)推进芯头拉伸。在拉伸时要有(yǒu)一套特制的拉伸卡具,卡具由垫片(2),螺杆(3),固紧螺母(4),外套(5)、内锥(6)构成。
本发明方法的工艺如下:
卷圆(板材弯曲机)→焊接(氩气保护)→退火(真空)→表面加涂层→再涂隔离层→涂润滑剂→过渡拉伸→成品拉伸→清理(lǐ)表面→成品(真空退火)。
拉伸时的润滑:在管材表面上镀上一层磷酸盐,再在上面涂上“牛油+石灰混合物(wù)(牛油∶石灰為(wèi)4∶1)作隔离层,烘干;润滑剂用(yòng)牛油+二硫化钼+洗衣粉+浓缩肥皂液的混合物(wù),配比為(wèi)2∶3∶2∶1(體(tǐ)积比)。
模具的外模与芯头角部的圆弧半径要配合好,外模角部的圆弧半径可(kě)以与异型管角部圆弧半径相等,但芯头同一部位的圆弧半径要大一点,外模和芯头组合起来后,在角部的间隙应该比异型管的壁厚大一点,一般大10%即可(kě)。拉伸道次变形量,每道次周長(cháng)缩减率不能(néng)超过2~3%。
Q345C无缝方管的制作例
将Q345C无缝方管退火板材4200×580×1.5±8∶88毫米,裁剪成2100×542×1.5毫米,纵向划線(xiàn)等分(fēn)28条,用(yòng)折弯机(3000毫米折弯机),对准划線(xiàn)少量压下,弯曲角在160~170℃之间,整块板28条線(xiàn)均折弯完毕,近似成圆形或稍许校正后成圆形,对好缝用(yòng)圆管用(yòng)夹具夹紧后,用(yòng)自动(半自动)氩弧焊机进行氩气保护焊接,焊缝要全面进行探伤检查。
对管材表面进行化學(xué)镀层,表面酸洗干净后,在1000mlH2O+25mlH3PO4+25mlHBF4浸泡5~10分(fēn)钟,然后在1000mlH2O+45克Na3PO4中浸泡5~10分(fēn)钟,表面镀上一层牢固的磷酸盐镀层。
再在表面上涂上一层牛油+石灰的糊状乳浊物(wù)(4∶1)烘干后,作為(wèi)拉伸保护表面的隔离层,隔离层应该是牢固地附着在磷酸盐镀层上。
在隔离层上涂以牛油+二硫化钼油剂+洗衣粉+浓缩肥皂液混合物(wù)(2∶3∶2∶1)作润滑剂。
过渡拉伸:把外模和短芯头涂上润滑剂,把管材的拉伸头送进外模,拉伸卡具夹紧管材拉伸头(如附图),拉床夹头夹紧拉伸卡具,拉伸约50~80毫米,送进短芯头(短芯头套在,一支長(cháng)杆上),拉伸应以慢速进行。
成品拉伸及整形拉伸:辅助操作同过渡拉伸。把長(cháng)芯棒送进管材里面,然后把管材的拉伸头部分(fēn)送进外模,装好卡具,进行拉伸操作,最后小(xiǎo)心脱出長(cháng)芯棒。把整形拉伸完的方管里外清洗干净后,装入退火芯棒进行真空退火,随炉冷却后脱出芯棒,把管材小(xiǎo)心置于干净处,焊缝进行100%探伤。
联系人:李经理(lǐ) 電(diàn)话:15106358106 地址:山(shān)东聊城经济开发區(qū)辽河路东首大东钢管市场
热门标签:Q345B方管 (63)Q345B无缝方管 (58)Q345B大口径方管 (50)Q345B矩形管 (48)大口径方管 (11)无缝方管 (9)[db:标签] (9)无缝方管厂家 (6)Q345B方管厂家 (5)Q355B无缝方管 (5) 更多(duō)