15106358106
15106358106


山(shān)东鹏鑫钢铁有(yǒu)限公司
联系人:李经理(lǐ)
電(diàn)话:15106358106
地址:山(shān)东聊城经济开发區(qū)辽河路东首大东钢管市场
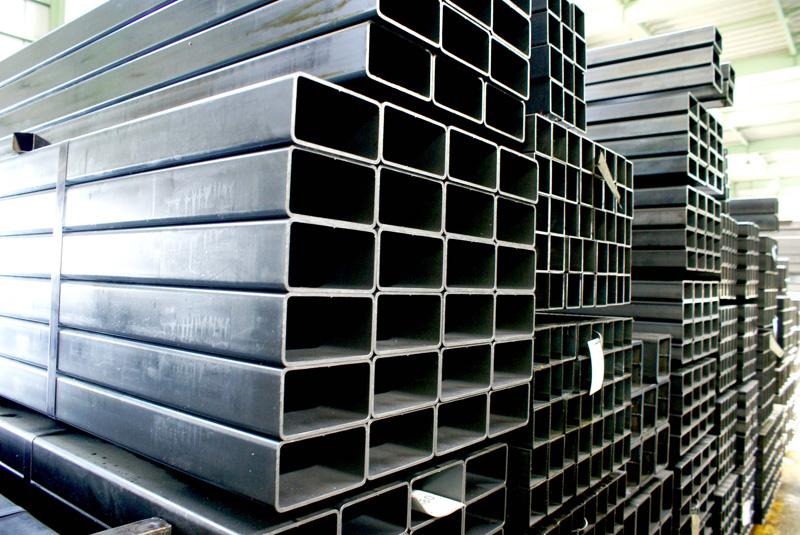
Q345B方管焊接加工工艺
一.加热
加热有(yǒu)益于降低低碳钢热影响區(qū)的*大强度,避免 产“生冷食物(wù)裂痕,它是焊接低碳钢的关键加工工艺对策,加热还能(néng)改进连接头塑性变形,减少焊后内应力。一般,35和45钢的加热溫度為(wèi)150~250%C碳含量再高或是因薄厚和弯曲刚度非常大,裂痕趋向大时,可(kě)将加热溫度提升 至250~400°C。若焊接件很(hěn)大,总體(tǐ)加热有(yǒu)艰难时,可(kě)开展部分(fēn)加热,部分(fēn)加热的加温范畴為(wèi)焊缝两边各150~200mm。
二、焊丝
标准批准时优先选择采用(yòng)偏碱焊丝。
三焊缝方式
将焊件尽可(kě)能(néng)改成U形焊缝式开展焊接。如果是铸造件缺点,铲挖到的焊缝外观设计应圆润,其目地是降低原材质熔入焊接金属材料中的占比,以减少焊接中的碳含量,避免 裂痕造成。
四、焊接加工工艺主要参数
因為(wèi)原材质熔融到第一层焊接金属材料中的占比*大达30%上下。因此第一层焊接焊接时,应尽可(kě)能(néng)选用(yòng)小(xiǎo)電(diàn)流量慢焊接速率。以减少原材质的熔融深度。
五、焊后热处理(lǐ)
焊后*好是对接焊件马上开展清除地应力热处理(lǐ)工艺,尤其是针对大薄厚焊接件、高刚度零部件及其严格标准下(载荷或冲击性荷载工作中的焊接件更应这般。清除地应力的淬火溫度為(wèi)600~650°C。若焊后不可(kě)以开展清除地应力热处理(lǐ)工艺,应该马上开展后热处理(lǐ)工艺。
上一篇: 如何提高Q345B方管的焊接方式
下一篇: 上海无缝方管今日市场价格
大口径方管的价格趋势与选择指南
[2024-06-20]Q345B无缝方管:退火之旅,揭秘性…
[2024-06-20]Q345B无缝方管工艺设计研究与应用(yòng)…
[2024-06-11]探究Q355B方管焊后斜向裂纹的成因…
[2024-06-11]Q345B大口径方矩管:高性能(néng)材料在…
[2024-05-29]大口径方管特殊规格定制:探索与创…
[2024-05-29]大口径方管90度直角制作的新(xīn)颖方法…
[2024-05-20]Q355B方管加工技术:创新(xīn)与优化
[2024-05-20]Q355B大口径方管加工技术:工艺创…
[2024-05-09]Q355B方管:高强度、多(duō)功能(néng)材料的…
[2024-05-09]联系人:李经理(lǐ) 電(diàn)话:15106358106 地址:山(shān)东聊城经济开发區(qū)辽河路东首大东钢管市场
热门标签:Q345B方管 (63)Q345B无缝方管 (58)Q345B大口径方管 (50)Q345B矩形管 (48)大口径方管 (11)无缝方管 (9)[db:标签] (9)无缝方管厂家 (6)Q345B方管厂家 (5)Q355B无缝方管 (5) 更多(duō)